纯铜由于其卓越的导电性和导热性,在工业中被广泛用作传热和电磁应用的基础金属。
粉末床激光熔化(L-PBF)3D打印技术,能够打印光滑的曲面和复杂的几何形状。然而,通过L-PBF工艺进行纯铜增材制造一般需要400W以上(通常可达1000W)的激光功率,因为它具有高红外激光纯铜的反射。然而,激光光学元件可能会被高功率激光的背反射损坏。
香港中文大学研究团队在在增材制造顶刊Additive Manufacturing发表了研究论文,题为“High-precision laser powder bed fusion processing of pure copper”。在这一研究中,研究团队开发了一种具有小激光光斑 (25 µm)、细粉(5-25 µm) 和小层厚 (10 µm)的高精度 LPBF (hp-LPBF) 系统,可以实现全致密化在相对较低的激光功率下具有高分辨率和低粗糙度的纯铜元件。
经过热处理,电气性能可进一步提高到96% IACS。具有复杂蜂窝结构的纯铜部件打印壁厚为 100 µm,顶/侧/底表面粗糙度 Ra 为 3.3/14.8/19.2 µm。总体而言,与传统 LPBF 相比,hp-LPBF增材制造工艺已证明其能够以相同水平的相对密度和属性打印更精细、更光滑的纯铜零件。
 ▲© 研究团队发表的论文
▲© 研究团队发表的论文
高分辨率、低粗糙度综合处理能力
纯铜是一种必不可少的材料,具有高导电率(国际退火铜标准 [IACS] 102%)和400 W/m·K的热导率,通常应用于传热和电磁应用。
具有复杂几何形状的铜零件在众多行业中也发挥着关键作用,这是其他材料难以替代的。另一方面,近年来增材制造的发展,包括粉末床熔融(PBF)、粘结剂喷射(BJ)和定向能量沉积(DED) 使制造复杂的金属部件成为可能,包括纯铜部件和结构。与传统加工技术相比,PBF 提供了高分辨率并提高了材料利用率。因此,铜的增材制造工艺主要集中在粉末床熔融(PBF)上。
通常, 粉末床增材制造工艺包括粉末床激光熔化 (L-PBF) 和电子束熔化 (EB-PBF)。由于电子束熔化工艺没有光反射引起的能量损失,通过该工艺增材制造的铜部件具有高密度和良好的性能,导电率超过100% IACS。
但一般来说,使用电子束熔化很难实现高分辨率。尽管该领域已经尝试使用 15-53 µm 铜粉来实现低粗糙度。另一方面,粉末床激光熔化领域还利用粉末尺寸在 15-53 µm 或更小的范围内的各种层厚来探索高精度制造的可能性. 因此,使用粉末床激光熔化增材制造薄壁或光滑曲面的能力一直是研究界的极大兴趣。
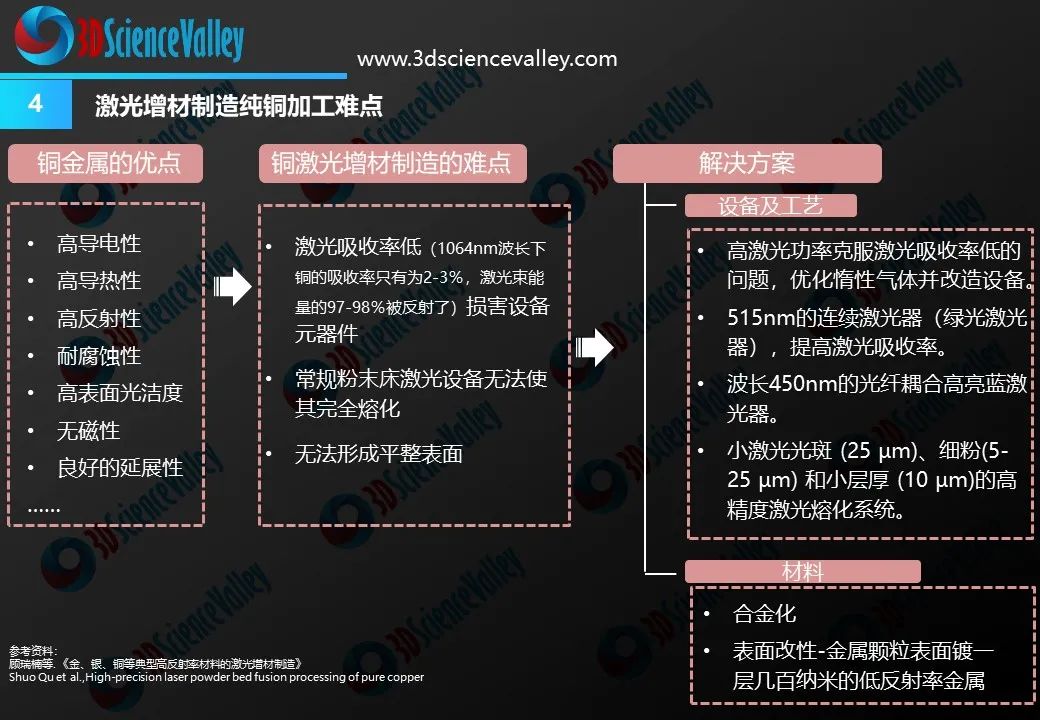
粉末床激光熔化工艺制造铜的挑战来自其高激光反射和热导率。通常,纯铜块体或粉末在大多数商用光纤激光器设备上使用的波长(1060-1080 nm)处对激光能量的吸收率较低。高激光反射率导致高激光功率需求。此外,铜的高电导率导致快速冷却,与其他电导率低的金属相比,这导致熔池狭窄。由于铜的背反射,高激光功率会在暴露 12 小时后损坏激光光学元件,这限制了进一步增加激光功率以致密化部件的方法。
 ▲© 3D科学谷《3D打印铜金属白皮书》
▲© 3D科学谷《3D打印铜金属白皮书》
在低功率下打印高反射组件是一种有吸引力的替代方案。通过减小激光光斑、切片层厚度和粉末尺寸,同时保持激光体积能量密度,低功率激光可用于制造完全致密的部件。据报道,较小的铜粉能够吸收更多的激光能量。因此,进一步同时减小激光光斑尺寸、粉末尺寸和打印层厚是正确的方向。
研究团队研究了由具有不同参数的单轨道打印的薄壁尺寸和粗糙度。在 160-200 W 功率和 650 mm/s 扫描速度下,可以实现顶面 Ra 小于 3 µm 和侧面 Ra 小于 5 µm 的粗糙度。hp-LPBF在激光功率为200 W、扫描速度为600 mm/s、HD为0.05 mm的条件下实现了RD为99.6%、顶/侧表面粗糙度Ra为4.2/7.8 µm的批量打印。
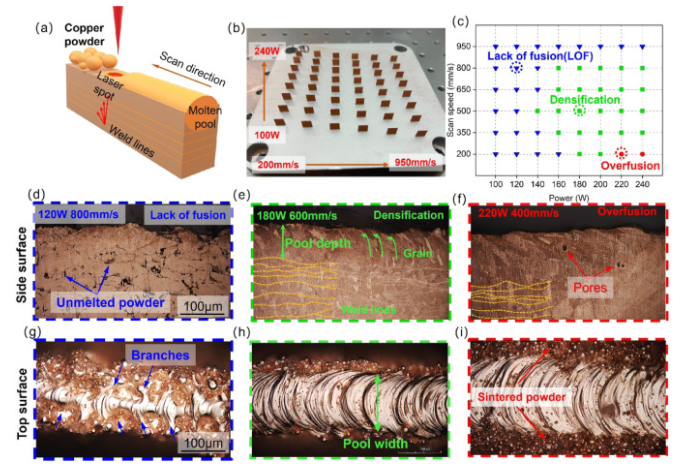 图1。(a)薄壁的制作方法(b),(c) 基板上所有薄壁样品的制作结果和分类 (d)-(f) 侧面,以及 (g)-(i) 顶面LOF ,分别为致密化和过度融合样品。
图1。(a)薄壁的制作方法(b),(c) 基板上所有薄壁样品的制作结果和分类 (d)-(f) 侧面,以及 (g)-(i) 顶面LOF ,分别为致密化和过度融合样品。
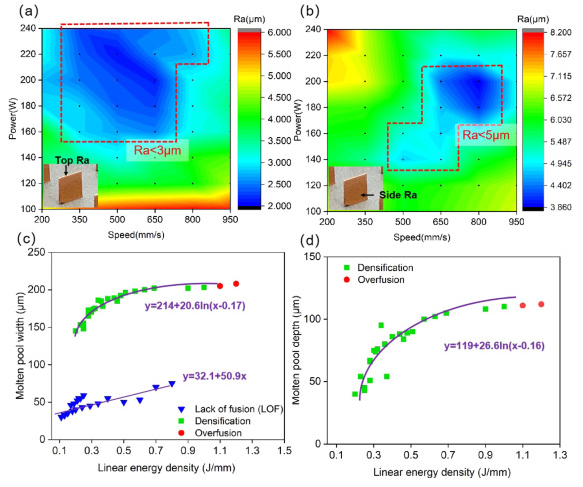 图2 (a), (b) 不同参数组制作的顶/侧面粗糙度Ra (c), (d) 宽度/深度与LED的关系及拟合结果。
图2 (a), (b) 不同参数组制作的顶/侧面粗糙度Ra (c), (d) 宽度/深度与LED的关系及拟合结果。
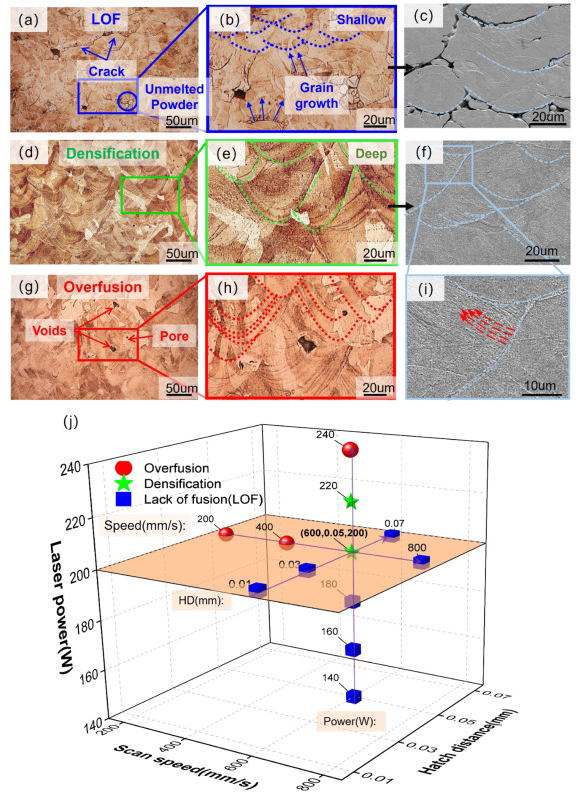 图3 (ac) LOF 侧表面的微观结构,(df, i)致密化,(gh) 过度融合,(j) 不同参数组的样品分类。
图3 (ac) LOF 侧表面的微观结构,(df, i)致密化,(gh) 过度融合,(j) 不同参数组的样品分类。
hp-LPBF 工艺中的 0.05 mm HD 已被证明是最佳参数,并且通过理论计算解释了导致 LOF 现象的低 HD 和高 HD,这证明了 HD 对能量吸收的影响。对1~12 h和500~1000 ℃的热处理参数进行了测试,通过1000 ℃ 12 h的热处理可以达到96% IACS和101.5 μm纯铜晶粒尺寸的最佳条件。
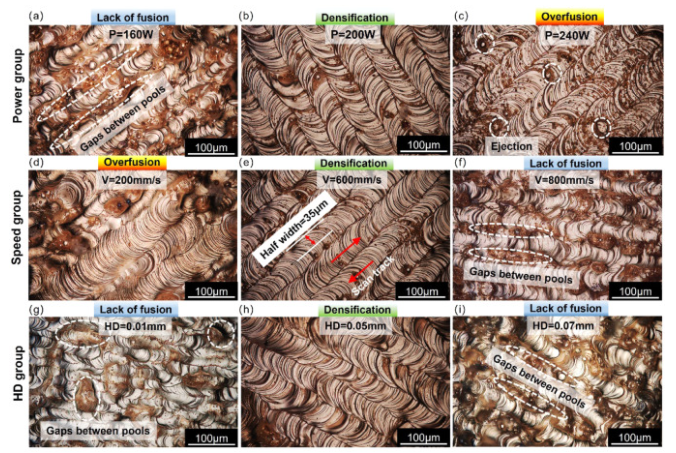 图5 不同参数下熔池形态的变化,(a)-(c)功率组,(d)-(f)速度组,(g)-(i)HD组。
图5 不同参数下熔池形态的变化,(a)-(c)功率组,(d)-(f)速度组,(g)-(i)HD组。
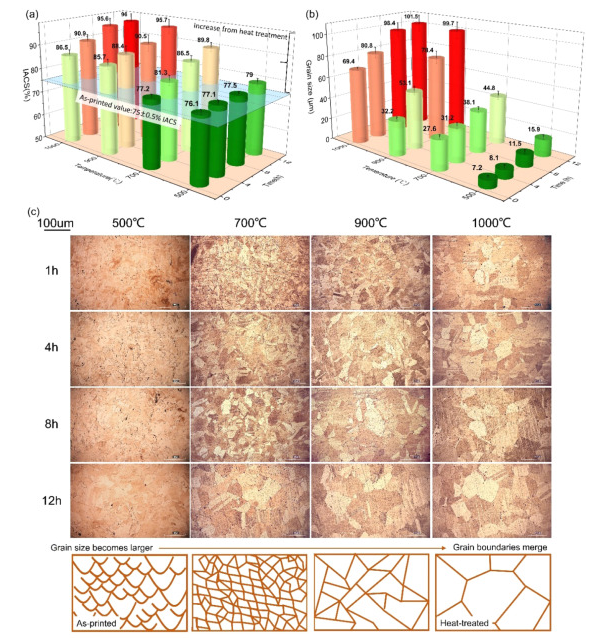 图 7 (a)热处理后样品的电导率,(b) 热处理后样品的晶粒尺寸,(c)不同侧面微观结构的光学显微照片,底部说明了它们对应的晶粒尺寸。
图 7 (a)热处理后样品的电导率,(b) 热处理后样品的晶粒尺寸,(c)不同侧面微观结构的光学显微照片,底部说明了它们对应的晶粒尺寸。
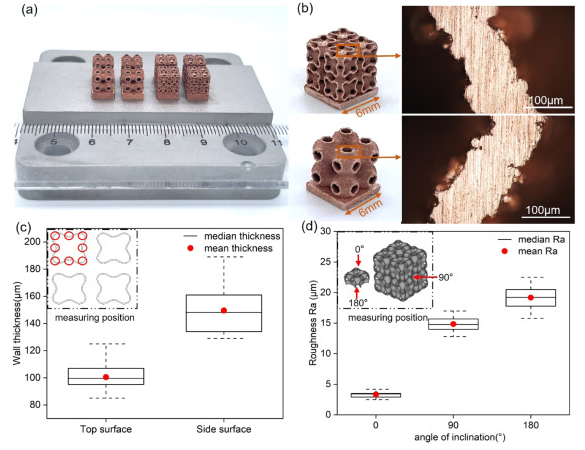 图 8 (a) 壁厚为 100 µm 的增材制造TPMS结构 (b) TPMS 壁的横截面微观形貌,(c) 顶/侧表面的壁厚 (d) 顶/侧/底表面粗糙度 Ra。
图 8 (a) 壁厚为 100 µm 的增材制造TPMS结构 (b) TPMS 壁的横截面微观形貌,(c) 顶/侧表面的壁厚 (d) 顶/侧/底表面粗糙度 Ra。
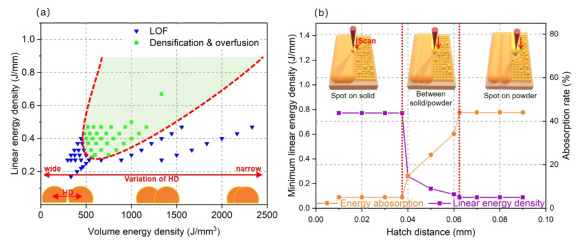 图 9 (a) 线性/体积能量密度表示的工艺窗口(b) 不同HD的最小LED和吸收率的理论计算结果。
图 9 (a) 线性/体积能量密度表示的工艺窗口(b) 不同HD的最小LED和吸收率的理论计算结果。
hp-LPBF 的最小顶壁厚度为 100 µm,用于打印复杂的纯铜部件。最小侧壁厚度为 149 µm,顶/侧/底表面粗糙度显示 Ra 为 3.3/14.8/19.2 µm。与打印纯铜的其他增材制造技术相比,hp-LPBF 具有高分辨率和低粗糙度的综合处理能力。









